
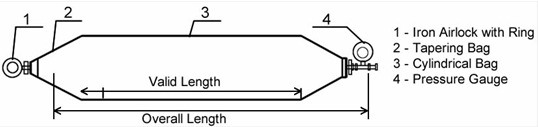
Ship launching airbags are to be constructed of a cylindrical body and two conical heads (one at each end). Ship launching airbags with lots of advantages, such as easy to operate, time saving, saving investment safety, etc.


Major Strengths of Ship Launching Airbags:
High level of safety: Equipped with a reliable safety valve, our airbags can stand the maximum pressure up to 4 times that of the operating pressure.
Good air tightness: Pressure decreases less than 10% for a period of 24 hours.
Long lifespan: It is guaranteed that our airbags can sustain their designed operating pressure for 3 years.
Specification
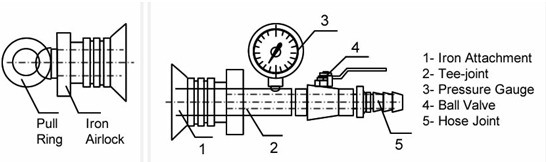
1. Structure
2. Diameters: 0.8 m - 2.0 m or customized.
3. Length: 6 m - 20 m or customized.
4. Loading Capacity: about 10 T/M to 40 T/M.
5. Grades:
Ordinary airbags - 3, 4 or 5 layers of synthetic-tire-cord.
High bearing capacity airbags - 6, 7 or 8 synthetic-tire-cord.
Super high bearing capacity airbags - 9, 10 or more layers of synthetic-tire-cord.
6. Accessories: Pull ring, iron airlock, tee joint, pressure gauge, ball valve, hose joint etc.


7. Technical Data of Ship Launching Airbags
| Model | Diameter (m) |
Initial pressure (KPa) |
Rated working pressure, Pe (KPa) |
Bearing capacity (kN/m) | Minimum burst pressure (KPa) |
| QP3 | 0.8 | 25 | 130 | 114 | 390 |
| 1.0 | 18 | 100 | 110 | 300 | |
| 1.2 | 15 | 85 | 112 | 260 | |
| 1.5 | 13 | 70 | 115 | 210 | |
| QP4 | 0.8 | 35 | 170 | 149 | 510 |
| 1.0 | 25 | 130 | 143 | 390 | |
| 1.2 | 20 | 110 | 145 | 330 | |
| 1.5 | 16 | 90 | 148 | 270 | |
| 1.8 | 14 | 80 | 158 | 240 | |
| QP5 | 0.8 | 48 | 210 | 184 | 630 |
| 1.0 | 35 | 170 | 186 | 510 | |
| 1.2 | 28 | 140 | 185 | 420 | |
| 1.5 | 20 | 110 | 181 | 330 | |
| 1.8 | 16 | 90 | 178 | 270 | |
| QP6 | 1.0 | 45 | 200 | 219 | 600 |
| 1.2 | 32 | 165 | 217 | 490 | |
| 1.5 | 25 | 130 | 215 | 390 | |
| 1.8 | 20 | 110 | 218 | 330 | |
| Note: 1. Rated working pressure:±5%. 2. Compress deformation: ±2%. 3. Bearing capacity: one meter airbag at a deformation rate of 70%, internal pressure equivalent to the rated pressure value of Pe. | |||||
9. Rubber Material Test:
| No. | Test item | Required value | Test method | |
| 1 | Tensile Strength, MPa | ≥ 18 | ISO37 | |
| 2 | Elongation at break, % | ≥ 400 | ISO37 | |
| 3 | Hardness, shore A | 60±10 | ISO7619-1 | |
| 4 | Tear Strength N/cm | ≥ 400 | ISO34-1 | |
| 5 | Compression set, % (70 ºC ± 1 ºC, 22 h) | ≤ 30 | ISO815-1 | |
| 6 | After thermal aging at (70 ºC, ±1 ºC, 96 h) |
Holding of pull lengthening,% | ≥ 80 | ISO188 |
| 7 | Holding of elongation at break,% | ≥ 80 | ISO188 | |
| 8 | Change of hardness, hardness | ≤ 8 | ISO7619-1 | |
| 9 | Static ozone aging at 40 ºC*96 h, {ozone concentration( 50±5)*10} |
No crack | ISO1431-1 | |
10. Reinforcing Material: the warp should be (90±5) cord per 100 mm in width, and the breaking strength shall be more than 205 N per cord.
Â
11. Appearance: The appearance of an air bag shall be smooth, glossy and without blemish such as crack, blister, delamination pits or impurities.
Â
12. Dimensional Tolerances:
The length and diameter of an airbag shall be measured with the rated working pressure and be within ±3%.
Â
13. Ship Launching Airbags Performance:
| D (M) |
(4-5 layers) | (6-8 layers) | Â | ||
| Initial pressure (MPa) |
Working pressure (MPa) |
Initial pressure (MPa) |
Working pressure (MPa) |
 | |
| Â | |||||
| 1.0 | 0.14 - 0.16 | 0.12 - 0.14 | 0.22 - 0.26 | 0.20 - 0.24 | Â |
| 1.2 | 0.12 - 0.14 | 0.10 - 0.12 | 0.20 - 0.24 | 0.17 - 0.22 | Â |
| 1.5 | 0.10 - 0.12 | 0.08 - 0.10 | 0.15 - 0.20 | 0.13 - 0.18 | Â |
| 1.8 | 0.08 - 0.10 | 0.07 - 0.09 | 0.13 - 0.16 | 0.11 - 0.14 | Â |
| 2.0 | 0.07 - 0.09 | 0.06 - 0.08 | 0.12 - 0.15 | 0.10 - 0.13 | Â |
Â
In the CNC machining industry, in addition to metal CNC machining, plastic CNC machining is also relatively common. The two are also very different in terms of machining, the selected tools are also different, and there are also essential differences in speed and cooling. Due to the internal stress of the plastic, it is easy to crack and deform, so in the process of processing, it is necessary to control the speed of the tool and the problems of cooling. In short, CNC machining of metal parts and plastic parts is essentially different in the selection of tools, programming of tool paths, determination of tool speed and determination of cooling schemes. It is necessary to fully select and design materials according to material characteristics and processing experience. Only by determining various factors can we produce efficient and qualified products.
Machining metal parts and machining plastic parts are two separate departments at SCZY, each with its own processing equipment, tools and processing technicians. This ensures the durability of the equipment and the experience and professionalism of the technicians. Please contact us to discuss CNC machining knowledge.

Plastic CNC Machining, Machining Of Plastic Parts, Plastic Machining Parts, CNC Plastic, Plastic Precision, Plastic Part,CNC Machining for Plastic
Shenzhen SCZY Technology Co.,Ltd , https://www.szsczycasting.com